
Crystallizers
"Process Designed for Fine Crystal Growth and Salt Recovery"
Continuous Crystallizers
Our Adiabatic Vacuum Continuous Crystallizers operate on the principle of ‘adiabatic boiling’ wherein the feed liquor is exposed to high vacuum resulting in evaporation and cooling of the liquor. The concentrated liquor is fed to the continuous crystallizer in an acidic or alkaline condition. At the point of super saturation, the salt present in the liquor starts crystallizing and the vapours generated are compressed with the help of steam jet boosters. The continuous crystallizer operating with multi-nozzle boosters offer the most optimized operational costs.
Key Advantages
- Easy Heat Transfer
- Continuous Operation with Minimal Supervisory Requirement
- Uniform Product Quality
- Elastomer Lined Chambers withstand corrosion and can handle mother liquor in acidic conditions
- No Moving Parts
- The system eliminates the need of refrigeration plant, therefore, maintenance problems and down time periods associated with conventional chilling units are totally eliminated
- Total Reliability in Operations
- Requires Less Manpower
Batch Vacuum Crystallizers
Our Adiabatic Batch Vacuum Crystallizers are used for cases requiring very low operating temperatures achieved only by very high vacuum, and for those applications involving relatively small amounts of material, or when the material being processed must be handled on less than a continuous basis, it is often both convenient and economical. Where the material is cooled through a very wide range and/or to a final temperature which requires very high vacuum, a large ejector or booster is utilized to compress the vapor to a pressure high enough for condensation with available cooling water. In such cases, the batch vacuum crystallizer steam economy is achieved by multiple stage continuous equipment of five or more stages.

Draft and Baffle Tube Type Crystallizers
The Draft Tube and Baffle Type (DTB) Crystallizer, is an elaborated mixed suspension mixed product removal design, which is suited for vacuum cooling and for processes having a moderate evaporation rate. Since almost heat make-up is required, the arrangement is compact and hence initial investment is minimized. They are normally used for producing large size crystals of ammonium sulphate, potassium chloride, diammonium chloride etc., in the fertilizer industry.

This is so that the large crystals settle and return to the main circulation, while only the fines ones, below a given grain size, are extracted and eventually destroyed by increasing or decreasing temperature, thus creating additional super-saturation.
The DTB Crystallizer units operate with low supersaturation, which at times is a limitation to the crystal growth; very large crystals can be produced only by providing extensive and costly dissolving of fines. When destruction of fines is not needed or wanted, baffles are not provided and the internal circulation rate is set to have the minimum nucleating influence on the suspension. When large evaporation rates are required, external heating must be provided.
To achieve an effective process control it is important to control the retention time and the crystal mass, to obtain the optimum conditions in terms of crystal specific surface and the fastest possible growth. This is achieved by a separation of the crystals from the liquid mass, in order to manage the two flows in a different way. The practical way is to perform a gravity settling to be able to extract (and possibly recycle separately) the (almost) clear liquid, while managing the mass flow around the crystallizer to obtain a precise slurry density elsewhere.
It has an internal circulator which pushes the solution upwards in a draft tube while outside the crystallizer there is a settling area in an annulus; in it the exhaust solution moves upwards at a very low velocity.
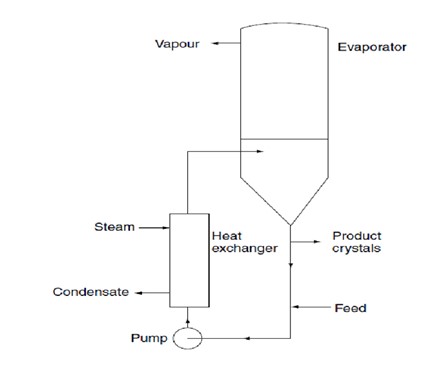
Evaporative Forced Crystallizers
If the solubility of a solvent is not decreased by lowering the temperature, the appropriate degree of solution super-saturation can be achieved by evaporating some of the solvent. Evaporative Crystallizers are usually operated under reduced pressure to aid solvent removal, minimize heat consumption or decrease the operating temperature of the solution and these are also described as low pressure evaporative crystallizers. To generate recirculation, an external heat exchanger is used with a high recirculation rate operated pump. Such kind of evaporators are generally used in many sugar refining and salt generation units.
Forced Circulation Crystallizers are of the Mixed Suspension, Mixed Product Removal types and operate either on controlled or natural slurry density, depending upon process requirements and/or unit material balance. Almost any material of construction can be considered for the fabrication of these crystallizers.
These systems can be either of single or multiple effects and with which thermal or mechanical vapor recompression concept is often applied. Usually, they operate from low vacuum to atmosphere pressure.
Oslo Type Crystallizer
Oslo Type of Crystallizer is the oldest design developed for the production of large, coarse crystals. The design is based on desupersaturation of the mother liquor through contact with the largest crystals present in the crystallization chamber and keeping most of the crystals in suspension without contact by a stirring device, thus enabling the production of large crystals of narrow size distribution.
In this way, the solution becomes supersaturated, although care must be taken to avoid spontaneous nucleation. Product crystal magma is removed from the lower regions of the vessel.
How It Works
A bed of crystals is suspended in the vessel by the upward flow of supersaturated liquor in the annular region surrounding a central down-comer. Originally designed as classifying crystallizers, Oslo units are frequently operated in a mixed-suspension mode to improve productivity, although this reduces product crystal size. With the classifying mode of operation, hot concentrated feed solution is fed into the vessel at a point directly above the inlet to the circulation pipe. Saturated solution from the upper regions of the crystallizer, together with the small amount of feedstock, is circulated through the tubes of the heat exchanger and cooled by forced circulation of water or brine.
Key Advantages
- Operating costs are much lower than that of any other type of crystallizer
- Low maintenance
- Allows long production cycles between washing periods
Spray Evaporation Type Crystallizer
These are for specific purpose sort of crystallization units and stand apart due to their unique operational philosophy, often referred as the granulation and prilling process. These type of crystallizers are generally utilized in the fertilizer segments where the most important aspect of this process is to lower the moisture content and improve the flow-ability of the very fine submicron particles.
How It Works
The warm process slurry is sprayed against an ambient air stream, which is humidified through the removal of water from the spray and the sprayed liquid is cooled and concentrated. For increasing the evaporation rate, an external heat exchanger is utilized by adding energy to the recalculating slurry.
This is a tall column in range of 30 m height and around 6 m diameter, where a typical saturated slurry with low water content is sprayed from the top of the tower, and a very high temperature air is blown from the bottom of the tower. The droplets drop concurrently and gather the heat while travelling down and get dried to acceptable moisture level or water content.
Chem Process’ Spray Evaporator Crystallizer is a direct contact heat and mass transfer system which works similar to the principle of the induced draft cooling tower.



